摘要:鋁粉在工業(yè)中有廣泛的應(yīng)用,,他具有的鱗片狀結(jié)構(gòu)以及層狀排列結(jié)構(gòu)讓涂料和塑膠具備良好的金屬光澤,但也有易氧化和不耐酸堿的缺點,,另外,,在注塑時會有明顯的流痕和熔接線缺陷。圍繞著鋁粉的表面處理改性開展了許多研究,,這其中的聚合物乳液聚合方法最有可能用于包裹鋁粉成球形琥珀狀結(jié)構(gòu),,這一結(jié)構(gòu)能改善流痕和熔接線缺陷,但這一技術(shù)有許多難點有待解決,。本文對鋁粉的表面改性主要研究做了概括,,并對鋁粉的球形包裹進行了初步的模型上的推導(dǎo),認為克服消極影響的關(guān)鍵在于使用徑厚比較小的鋁粉,。
關(guān)鍵詞:鋁粉 表面處理 流痕 熔接線 包覆
鋁粉廣泛應(yīng)用于航天,、彈藥、煙火,、冶金,、石化、裝飾等領(lǐng)域,,也是一類常見的金屬顏料,,他具有明亮的金屬光澤和顏色,用于涂料,、油墨,、塑膠中。通常用于顏料的鋁粉呈鱗片狀,,當用于涂裝時,,他會漂浮在涂料表面呈樹葉狀,與涂膜表面平行,,而且多層重疊,,互相連接,一方面鱗片狀的鋁粉對光線鏡面反射使涂料呈現(xiàn)明亮的光澤,另一方面也形成了屏障,,阻斷了成膜物質(zhì)的微孔,,提高了涂膜的阻隔性能。因此,,他反射紫外線和紅外線的特性可用于屋頂涂料,,阻隔性能可用于保護性涂料,裝飾性功能可用于汽車涂料,,應(yīng)用很廣,。
另外一方面,鋁粉在性能上有一些缺點:
鋁的化學(xué)性質(zhì)較活潑,,在空氣中與氧接觸就會在表面形成氧化膜,,從而失去光澤,所以儲存久的鋁粉或者調(diào)配后長時間不用的銀漆涂料顏色會變暗,;
鋁不耐酸堿,經(jīng)常與手掌接觸的銀漆會發(fā)黑,,早期的筆記本電腦更是如此,,汽車使用的銀漆由于酸雨的影響,鋁粉必須進行處理,;
鋁粉分散性不好,,容易發(fā)生團聚,尤其是水性涂料體系中,,鋁的親水性不佳,;
當鋁粉用于塑料時,鱗片狀的鋁粉傾向于平行于注塑或者擠出的流動方向,,當料流的流動穩(wěn)定且方向一致時,,鋁粉的特性有助于形成良好的外觀,但如果料流發(fā)生方向改變,、流道寬窄發(fā)生突然變化,、或者幾股料流發(fā)生會合時,鱗片狀的鋁粉就會隨之發(fā)生排布方向上的改變,,從而在制品外觀上呈現(xiàn)出流痕和熔接線的缺陷,,這個問題大大限制了他在注塑制品上的使用。
為了改善鋁粉的分散性,,提高儲存和運輸時的安全性,,同時提高耐酸堿性能,需要對鋁粉進行表面處理,,我們能夠買到的性能優(yōu)良的商品化的鋁粉,,大多是進行了表面處理的產(chǎn)品。
目前國內(nèi)研究鋁粉的表面處理,一般是采用無機物或者聚合物對鋁粉表面進行附著或者包覆,,我們希望通過研究這些已有的成果,,提出一種改善乃至消除鋁粉在注塑制品中形成流痕和熔接線的方法,并判斷這方法需要解決的問題,。
鋁粉是以鋁錠為原料通過機械方法粉碎得到的,,生產(chǎn)已經(jīng)有100多年歷史,他經(jīng)歷了搗沖法,、研磨法和霧化法的發(fā)展歷程,。
最早的鋁粉采用搗沖法制備,是把鋁的碎屑放在搗沖機的凹槽里,,通過搗杵連續(xù)擊打,,使碎屑在沖擊作用下變薄并且破碎,當碎屑變得細小以后,,再通過篩分選出粒徑合乎要求的顆粒成為產(chǎn)品,,這一方法生產(chǎn)效率低下,產(chǎn)品質(zhì)量不易控制,,而且生產(chǎn)過程中粉塵多,,很容易起火爆炸,產(chǎn)品的儲存和運輸也不安全,。1894年德國人Hamtag發(fā)明了使用球磨機生產(chǎn)鋁粉的方法,,球磨機密閉的腔室和管道中充滿惰性氣體,放入鋁屑,、鋼球和潤滑劑,,在鋼球的沖擊下碎鋁屑被擊打成為鱗片狀的鋁粉,這種方法一直沿用到現(xiàn)在,,被稱為干法,。1910年美國人Hall E.J.發(fā)明了在球磨機中加入石油溶劑代替惰性氣體隔絕空氣的方法,將碎鋁屑與溶劑,、潤滑劑,,一起放入球磨機進行球磨,生產(chǎn)出的鋁粉和溶劑混合成漿狀,,成為銀漿,。這種方法設(shè)備簡單,操作安全,,產(chǎn)品可直接使用,,因此現(xiàn)在絕大多數(shù)鋁粉生產(chǎn)都是采取這種方法,稱為濕法,。
另外還可以通過霧化法制備鋁粉,,先將金屬鋁熔化,,然后通過霧化噴嘴用高壓氮氣等吹出,在低溫的冷卻塔中冷卻,、氣碎,、分級就能得到不同細度的鋁粉,按使用介質(zhì)的不同可有氣體霧化和水霧化,。氣體霧化鋁粉一般都呈球形,,也可用于制造球磨鋁粉的原料。國內(nèi)目前有制造球形鋁粉的廠家,,粒徑在幾個微米到數(shù)十微米,,但這產(chǎn)品光澤不好,不能直接用于顏料注塑使用,。
鋁粉按照加工方式和形態(tài)的不同進行分類,,見下表:
表1 鋁粉分類
|
加工方式 |
顆粒形狀 |
主要用途 |
表面處理 |
|
霧化法 |
球形和準球形 |
易燃鋁粉、球磨鋁粉坯料 |
無 |
|
沖擊粉碎法 |
條,、屑和多面體 |
工業(yè)鋁粉 |
無 |
|
研磨法 |
片狀 |
涂料,、顏料和建材 |
浮型、非浮型,、水分散型 |
其中球磨法制造的鋁粉加入硬脂酸等表面處理劑,,使其具有一定的疏油性,此鋁粉在涂料中會漂浮在涂料表層,,稱為浮型鋁粉;鋁粉與涂料具有親和性,,在涂料樹脂中均勻分布,,而不是僅僅分布在表面,稱為非浮型,;具有一定的親水性,,適合水性涂料體系的鋁粉成為水分散型,這些類型都是通過在球磨機中加入不同的表面處理劑來實現(xiàn)的,。
當前最著名的鋁粉供應(yīng)商是德國愛卡(Eckart),、美國星鉑聯(lián)(Silberline)和日本東洋鋁株式會社。供應(yīng)注塑使用的鋁粉有玉米片型,、銀元型和球型三類商品化的產(chǎn)品,,如下圖所示:

圖1 注塑用鋁粉的形態(tài)
這其中玉米片型和銀元型鋁粉都屬于片狀,玉米片型一般形狀較不規(guī)則,,有較寬的粒徑分布,,因此有很好的遮蓋力,銀元型鋁粉表面拋光,,邊緣也更加光滑,。這兩類鋁粉適合不同的加工工藝,,在吹膜這樣的工藝中,遮蓋力是重要的考慮因素,,可選用玉米片型鋁粉,,而在注塑加工中,由于鋁粉和其他添加劑,,以及樹脂都要經(jīng)歷雙螺桿擠出機的造粒加工,,螺桿剪切就成為考慮的重要因素。玉米片型鋁粉邊緣不光滑,,形狀不規(guī)則,,很容易被嚙合元件所折彎和剪斷,而且自身表面不光滑,,光線照射到鋁片表面,,向各方向反射,因此制出的產(chǎn)品發(fā)黑,,光澤不好,。銀元型鋁粉表面拋光,邊緣也較為光滑,,更適合于注塑加工,,制造出的產(chǎn)品呈現(xiàn)明亮的光澤。球形鋁粉因為本身形態(tài)的原因,,能有效改善流痕和熔接線,,不過他不是片狀結(jié)構(gòu),因此對光線的反射無法做到鏡面反射,,如同圖1最末的那幅,,球形鋁粉呈現(xiàn)的效果則是針尖狀光芒的閃爍,并非明亮的銀白色,。配合黑色背景襯托其閃爍的效果見圖2:

圖2 球形鋁粉在黑色透明ABS中的效果
三.鋁粉的表面改性
當前國內(nèi)對鋁粉的表面改性的研究主要圍繞著改善其耐酸堿性能,、耐化學(xué)性以及分散性來展開,有中南大學(xué),、華南理工大學(xué),、南京理工大學(xué)和昆明理工大學(xué)等高校研究這類課題,而改善熔接線和流痕的表面改性尚未見諸報道,。從表面改性的機理來看主要有兩類,,一是腐蝕抑制法,一是包覆膜法,,腐蝕抑制法是在鋁粉制備或者使用時添加緩釋劑,,吸附在鋁的表面,如金屬鹽類,、苯乙烯與馬來酸共聚物,、苯酚衍生物和雜環(huán)原子化合物等等,,這些化合物與鋁形成緩釋體系,阻止酸堿與鋁原子的反應(yīng),,這類表面處理不作為本文的探討范圍,,我們主要討論的是包覆膜的鋁粉表面處理方法。
包覆膜也是一類比較傳統(tǒng)的改性方法,,改性劑和粒子之間無化學(xué)作用,,利用物理吸附或者范德華力,在顏料粒子表面形成一層或者多層包覆膜,,將顏料鋁粉包裹于內(nèi)部,,與外界環(huán)境隔絕,從而達到阻止鋁粉與酸,、堿和氧氣的接觸,,并且改善了鋁粉的色澤和分散性,還能保持鋁粉原有的光澤,,他也是一類比較有前景的表面處理方法,。
包覆膜法比較常用的主要有以下幾種方法:
① 溶膠-凝膠法
一般使用硅醇的鹽類,在有酸或者堿的環(huán)境下,,水解成多羥基化合物,,多羥基化合物發(fā)生縮聚反應(yīng),形成三維的網(wǎng)絡(luò)結(jié)構(gòu),,附著在鋁粉表面形成包裹,。這類溶膠/凝膠反應(yīng)條件較溫和,在低溫和常壓下即可進行,。
Kiehl等[1]用溶膠-凝膠法通過TEOS(正硅酸乙酯)在催化劑的作用下水解,,成功的將二氧化硅沉積在鋁粉表面,形成了包覆膜,,此法的處理效果在耐候性和光學(xué)性能方面都很好。
② 乳液聚合法
將鋁粉和疏水性的有機單體分散在介質(zhì)(如水)中,,在水溶性引發(fā)劑的作用下,,有機單體在鋁粉表面聚集并發(fā)生聚合,從而形成鋁和聚合物的復(fù)合粒子,。這一方法的優(yōu)點是有機單體在水中不溶,,容易在鋁的表面吸附,缺點是包覆之前必須對鋁粉進行預(yù)保護,,使顏料鋁粉在反應(yīng)過程中不被腐蝕,。
Batzilla等用乳液聚合法成功的制備了聚合物包覆的鋁粉[2],并認為關(guān)鍵是對鋁粉進行預(yù)保護,,以及反應(yīng)控制較低的聚合溫度,。
Liu等用原位乳液聚合法制備了PMMA/AL復(fù)合粒子[3],,他采用3-甲基丙烯酰氧丙基三甲氧基硅烷作為偶聯(lián)劑,然后引發(fā)單體MMA聚合,,雖然這一包裹大大提高了鋁粉的耐腐蝕性,,但不能完全抑制鋁粉的腐蝕,說明他的實驗中的包覆是不完全的,。
③ 懸浮聚合法
這種聚合方法由英國ICI公司研究人員提出,,反應(yīng)發(fā)生前單體、引發(fā)劑和分散劑都溶解在介質(zhì)中,,形成均相體系結(jié)構(gòu),,生成的聚合物則不溶于體系,借助分散劑的空間位阻作用而形成顆粒穩(wěn)定懸浮于介質(zhì)中,,直到顆粒長得較大以后沉淀出來,,他實際上是一種沉淀聚合。這種方法應(yīng)用于鋁粉表面處理,,則是鋁粉表面吸附表面活性劑,,在溶液中發(fā)生聚合反應(yīng),當聚合物鏈段增長到臨界值,,則從體系中沉淀出來,,沉積在表面活性劑層中,形成對鋁粉的包裹[4],。
Kimura等[5]采用懸浮聚合的方法對顏料鋁粉進行包裹,,以乙醇為介質(zhì),采用表面活性劑和苯乙烯單體聚合對鋁粉進行包裹,,結(jié)果發(fā)現(xiàn),,使用陰離子表面活性劑和不使用非離子表面活性劑的情形下,聚苯乙烯均不能在鋁粉表面有效包裹,,顏料鋁粉粒徑的隨著表面活性劑和苯乙烯用量的增加而增加,。
陳子路等[6]用懸浮聚合的方法制備了聚苯乙烯包裹的鋁粉,并對包覆機理進行了初步探討,,認為其過程分為分散,、聚合、核殼生長和復(fù)合完成四個階段,,最初鋁粉,、苯乙烯單體和引發(fā)劑在無水乙醇中均勻分散,達到一定條件后,,苯乙烯開始在鋁粉表面聚合,,最后在鋁粉表面形成包覆膜。生成的聚合物聚合度為100-200之間,,包裹率尚不到10%。
四.鋁粉表面改性的表征方法
 上述研究的表征方法是
上述研究的表征方法是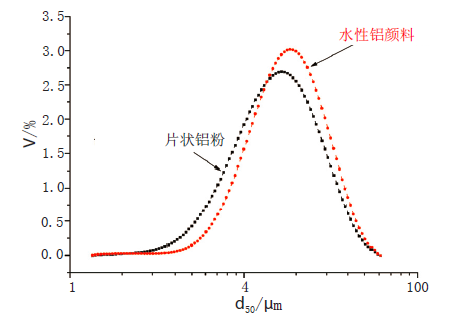 為了判斷改性的效果優(yōu)劣,主要有兩類,,一類是定性的,即判斷鋁粉表面確實包上了聚合物,、SiO2等其他物質(zhì),包括紅外譜圖(圖3),、掃描電鏡SEM,,透射電鏡TEM進行形貌分析,另一類是半定量的方法判斷包裹的效果,,包括粒徑分析(圖4),、EDX能譜分析、熱失重分析和耐酸堿性測試計算得出的緩蝕效率,。
為了判斷改性的效果優(yōu)劣,主要有兩類,,一類是定性的,即判斷鋁粉表面確實包上了聚合物,、SiO2等其他物質(zhì),包括紅外譜圖(圖3),、掃描電鏡SEM,,透射電鏡TEM進行形貌分析,另一類是半定量的方法判斷包裹的效果,,包括粒徑分析(圖4),、EDX能譜分析、熱失重分析和耐酸堿性測試計算得出的緩蝕效率,。
圖3 處理前后鋁粉以及單體的紅外譜圖[7] 圖4 處理前后鋁粉的粒徑分布[7]
緩蝕效率一般計算如下:

式中,,V和V0分別是處理后和處理前的鋁粉分別在0.1mol/L的鹽酸溶液中浸泡24hr的析氫量,如果緩蝕效率等于1,,就說明鋁粉被100%包裹,,在鹽酸中浸泡也完全沒有氫氣析出,這指標能說明是否包裹住,,適合用于涂料鋁粉,,但不能說明包裹的厚度。
五.改善流痕和熔接線的鋁粉表面處理
在塑膠中加入鋁粉獲得金屬外觀效果是一個常規(guī)的做法,,但是獲得金屬光澤的同時,,流痕和熔接線的外觀缺陷,大大限制了這類材料的使用,,使得只能應(yīng)用到無孔,、流道變化緩和、結(jié)構(gòu)相對簡單的注塑件和擠出制件上,。片狀鋁粉在賦予此類材料明亮金屬光澤的同時也導(dǎo)致了外觀缺陷,,要想解決這一問題,可從熔接線產(chǎn)生的機理來判斷,,見圖5:

圖5 熔接線產(chǎn)生機理
兩股料流會合之前,,片狀鋁粉在料流主體中的排布是大致平行于流動方向的,因為這樣阻力較小,,料流前鋒的鋁粉排布則大致平行于料流前鋒,基本上是垂直于流動方向,,而在右圖中,,兩股料流會合后,料流前鋒的鋁粉也就保持原來流動中的取向,,垂直于流動方向,,這和主體中平行于流動方向的鋁粉取向不一致,,導(dǎo)致外觀上看出現(xiàn)一條黑線,片狀鋁粉對光線鏡面反射強,,黑線附近的區(qū)域的外觀也有別于主體部分,,成為外觀不良,這是成型的缺陷之一,。
改善這一缺陷的方法之一是在于成型和模具方面的技術(shù)發(fā)展,。英國Brunell大學(xué)Bevis等[8]開發(fā)出SCORIM技術(shù)(Shear Controllcd Orientation Injection Molding,剪切場控制取向法),,通常用于玻纖或碳纖維將不可避免地在垂直于流動方向上取向(和熔接痕方向平行),,最終造成制品強度的降低。它在模具上開設(shè)兩個主流道,,從注射噴嘴射出的熔融樹脂將分別沿這兩個主流道充滿型腔,,同時利用SCORIM裝置將兩個液壓油缸的活塞分別設(shè)于主流道上,當熔融樹脂充滿型腔后,,兩活塞將一進一退反復(fù)振蕩,,此時熔接痕部位的玻纖或碳纖維將被迫沿著剪切力場方向取向,該技術(shù)不僅可提高熔接痕強度,,也可消除制品內(nèi)部的縮孔或表面的縮痕,。后德國Klockner Ferromatik Desma公司開發(fā)的推拉法(Push-Pull),日本寶理公司開發(fā)的層間正交法(Cross Layer Moldint),,四川大學(xué)開發(fā)的動態(tài)保壓技術(shù),,都是基于這一技術(shù)的衍生,其原理都是在樹脂尚未固化時形成料流的振動,,改變?nèi)劢泳€局部的纖維取向,,從而增加材料的強度,這一技術(shù)同樣可用于改善片狀鋁粉造成的熔接線缺陷,。
另一個途徑應(yīng)該是改變鋁粉的形態(tài),。球形鋁粉能有效改善熔接線和流痕,但是遮蓋力大大下降,,不能形成銀白色外觀,,只能顯示星星點點的效果,如本文的圖2所示,。一種可能的想法則是將鋁粉進行包裹,,即,在不改變鋁粉片狀形態(tài)的前提下,,對鋁粉進行包裹,,形成透明球狀的琥珀型結(jié)構(gòu),這些小球既保持了鋁粉片狀結(jié)構(gòu)的鏡面光澤,又能避免鋁粉在熔體流動時的取向,,如果鋁粉的取向在熔接線部分和正常流道部分均為無規(guī)則排列,,兩者保持一致,則不應(yīng)有熔接線的外觀差異,。如果可行,,這項技術(shù)有若干難點:
①包裹的材質(zhì)不能是無機物,應(yīng)當是某種聚合物,。原因是形成包裹體呈現(xiàn)出球形,,而不是一層薄膜,此材質(zhì)應(yīng)能長大,,靠溶膠-凝膠法和沉淀法等等僅僅保護鋁粉的表面處理不適宜,,應(yīng)當是能長大的聚合物,鋁粉的粒徑分布通常是在一個較小范圍內(nèi),,要長成粒徑比較單一分布的球形,,這聚合最好是乳液聚合;
②包裹的材質(zhì)應(yīng)當透明,,而且耐高溫,。要保證鋁粉還能有金屬光澤,應(yīng)當用透明材質(zhì)包裹,,而且,,這個材質(zhì)不能在塑膠注塑時熔化失去包裹效果,應(yīng)當像剛性粒子一樣保持形狀,,這就要求其熔融溫度高于注塑基體的熔融溫度,。而且,要想保持材料整體的透明程度,,這粒子的包裹層折射率最好等于基體,,否則會有光散射效果,材質(zhì)會變得霧化,,外觀則是半透明,;
③待處理鋁粉的選擇,應(yīng)當優(yōu)先考慮形狀較規(guī)則,、表面拋光,、邊緣較光滑的銀元型鋁粉,因為形狀不規(guī)則的初始鋁粉可能會耗費更多的處理時間,,包裹量更大,,達到有效性的難度增加,另外,,顯然包裹后的鋁粉由于取向不再是傾向于與料流方向一致,,遮蓋力會降低,為了減弱這一消極影響,應(yīng)當選擇遮蓋力較強的,,粒徑較小的鋁粉進行包裹;
④界面改善可能是一個難點,,聚合反應(yīng)在鋁粉表面引發(fā)并讓顆粒長大,,控制反應(yīng)時間和溫度讓顆粒長得足夠大以后,填充到復(fù)合材料中的粒子應(yīng)有較好的分散性和界面相容性,,否則會嚴重影響到?jīng)_擊,、阻燃等性能。
我們可以假設(shè)一個模型,,進行簡單的估算,,來判斷處理后的鋁粉對材料是否會有較大消極影響,假若達到金屬效果需要填充此粒子為30%重量百分比,,則此技術(shù)是不成熟的,。
表2 新鉑聯(lián)(Silberline)部分鋁粉徑厚比
|
|
平均直徑D50 um |
平均厚度T50 nm |
徑厚比D50/T50 |
|
LX4713 |
14.5 |
200 |
72.5 |
|
LX4817 |
17.2 |
270 |
63.7 |
|
LX4236 |
37 |
430 |
86 |
|
LX4245 |
47.9 |
660 |
72.6 |
|
R注 |
18 |
600 |
30 |
注:R為新鉑聯(lián)公司美國產(chǎn)某牌號,既耐剪切,,外觀也很白亮,,LX系列為山東濟南產(chǎn),與美國產(chǎn)鋁粉生產(chǎn)時使用機器設(shè)備一致,,形態(tài)相同,,只是載體不同
假定處理前的鋁粉均為理想的圓餅狀,直徑和厚度分別就是表2中對應(yīng)的數(shù)值,,進行包裹后成為一個理想的,,正好包裹住圓餅的球體,由于徑厚比都較大,,包裹后不考慮鋁粉厚度影響,,其直徑正好等于鋁粉的直徑。包裹樹脂為PMMA,,密度為1.15 g/cm3,,如圖6所示:

圖6 鋁粉包裹示意圖
六、結(jié)論
鋁粉作為重要效果顏料在涂料行業(yè)應(yīng)用廣泛,,但一直在塑膠行業(yè)應(yīng)用較少,,研究其表面處理,找到一種方法來克服成型方面的缺陷,,拓展其在塑膠行業(yè)中應(yīng)用,,是有意義的。通過研究其他研究者的成果和方法,,提出采用乳液聚合的方式在鋁粉表面包裹透明聚合物形成琥珀型結(jié)構(gòu)的設(shè)想,,并用簡單的模型進行了推導(dǎo),得出應(yīng)當選擇徑厚比較低的銀元型鋁粉會對體系性能影響最小的結(jié)果。
All rights reserved ? Copyright 版權(quán)所有:深圳市富恒新材料股份有限公司
粵ICP備2021166418號 網(wǎng)安備案號為:4403501430503 Design by szmynet







